

导读:每套门窗的制作都离不开师傅精湛的制作工艺和精细的生产设备,没个环节紧密结合才有的使得门窗不出现纰漏,生产出优质的产品,下面我们看看都需要哪些设备和生产技术:一、型材下料型材切割使用的是全自动开料锯,这种锯是半自动操作,配置精密刀具,加工精度高。而且这个开料锯锯下的锯边平整光滑、精度高、光洁度高二、铣
每套门窗的制作都离不开师傅精湛的制作工艺和精细的生产设备,没个环节紧密结合才有的使得门窗不出现纰漏,生产出优质的产品,下面我们看看都需要哪些设备和生产技术:一、型材下料型材切割使用的是全自动开料锯,这种锯是半自动操作,配置精密刀具,加工精度高。而且这个开料锯锯下的锯边平整光滑、精度高、光洁度高二、铣
每套门窗的制作都离不开师傅精湛的制作工艺和精细的生产设备,没个环节紧密结合才有的使得门窗不出现纰漏,生产出优质的产品,下面我们看看都需要哪些设备和生产技术:
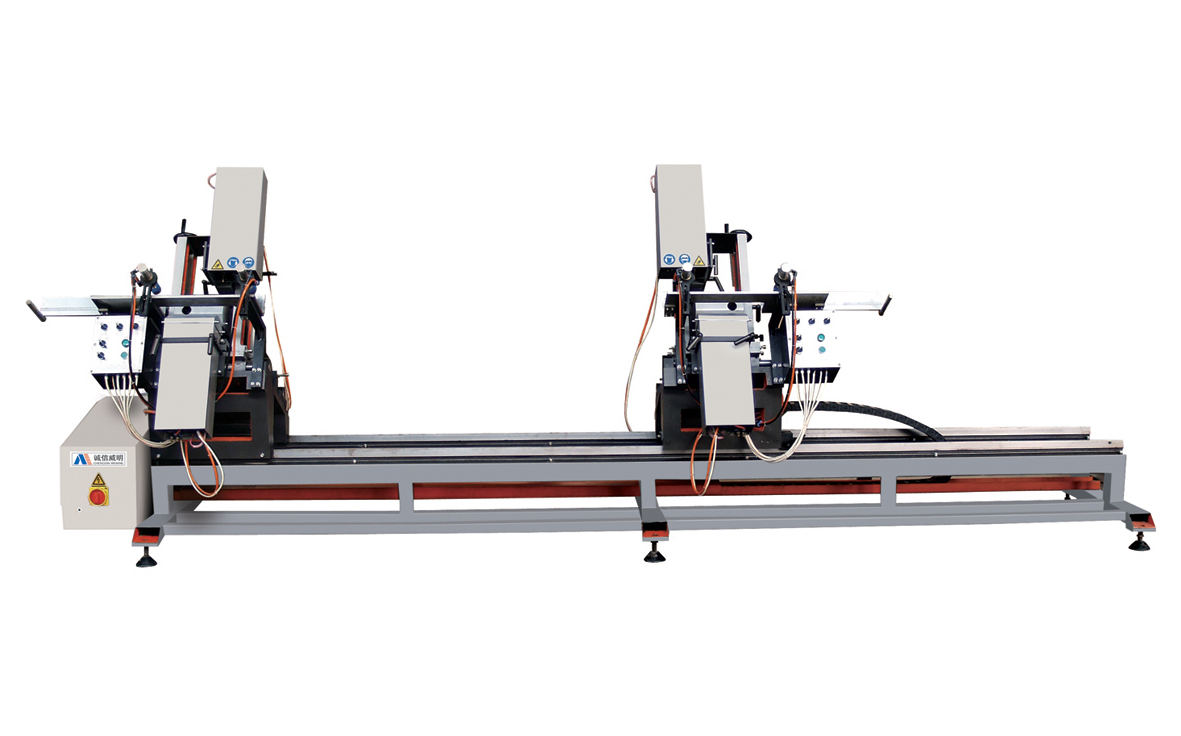
一、型材下料
型材切割使用的是全自动开料锯,这种锯是半自动操作,配置精密刀具,加工精度高。而且这个开料锯锯下的锯边平整光滑、精度高、光洁度高
二、铣水槽
这个过程使用的多功能铣床,铣水槽的目的有两个:一是使去除水中悬浮物,而是降低SS(悬浮固物)的浓度,减轻生化处理的负担。水槽铣床是数控的,事先设定工作气压、铣头转速,能够快速有效的去除污水中的水中悬浮物,降低SS的浓度。
三、开V型口
V型切割锯用于铝合金型材90度V形槽的下料。
四、焊接
这是一道非常重要的工作。通过焊接,根据 型材的特点,了解到影响焊接强度的主要因素是熔接温度,夹紧压力,加热时间、保压时间、焊温过高,影响焊后表面,型材易分解产生有毒气体,过低,容易出现虚焊。夹紧力必须达到一定的压力值,使型材断面充分贴合,否则影响焊缝熔结强度。通过反处长试验,确定最佳加热时间,保压时间。保压时间根据前三个因素而定,达到合适的时间即可。不同的工艺条件下,按标准测试其焊角强度,选择最佳工艺条件。
五、角强度实验机
用检测铝合金力学性能及测量门窗隅部分的断裂强度,以便更好的控制焊接质量。
六、清角缝
在清角缝采用单面手提清角机,并配备专用空压机,以提高工效及角缝清理质量。
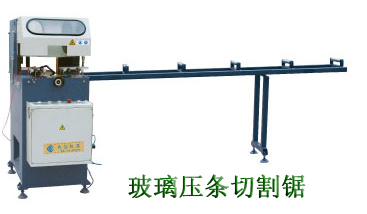

七、玻璃压条切割锯
使用塑料门窗玻璃压条锯,在切割玻璃压条时,应控制玻璃压条下料尺寸在0.5mm以内,拐角处的安装间缝空控制在0.5mm以内。另外在切割较短的压条时,由于不能利用定位尺寸直接定位测量,所以应用钢尺配合使用。
八、组装
在给固定框、扇上橡皮条时,采用专用滚轮。在转角处,应适当使橡皮条有效的嵌入凹槽中,还应考虑橡皮条的收缩性,适量留有一定余量。在安装铝滑条时,应先量准尺寸,再下好铝条,然后用尼龙锤轻轻将铝滑条均匀地敲入槽内,在安装玻璃压条时,本着先短后长的安装顺序来安装,为了防止敲碎玻璃,以及使框、扇转角处出现裂纹,敲击时,应用力适度。